6.5. Технологические особенности крыла
Разъем ОЧК в плоскости хорд делит его на четыре технологические панели. Каждая панель изготавливается отдельно с широким использованием прессов-автоматов, обеспечивающих высокие производительность и качество клепки. Сборка панелей ведется «от обшивки», что повышает точность наружных обводов крыла.
Верхняя панель включает в себя:
Нижняя панель состоит из:
Нижние носовая и хвостовая панели в местах их присоединения к лонжеронам подкреплены по всему размаху прессованными профилями, которые болтами крепятся к анкерным гайкам на поясах лонжеронов.
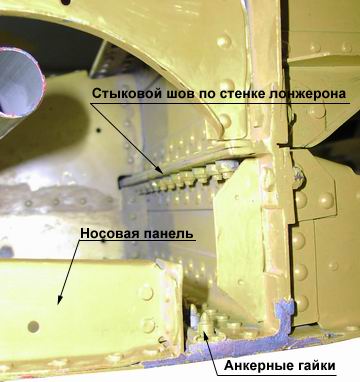
Окончательная сборка ОЧК после изготовления панелей ведется в следующем порядке. На верхнюю панель устанавливается нижняя межлонжеронная панель и стыкуется с ней по стенкам лонжеронов болтами, устанавливаемыми на стыковые профили стенок вдоль всего размаха крыла. Производится монтаж проводок различных систем в носовой и хвостовой частях крыла. Затем устанавливается носовая нижняя панель, которая соединяется болтами по передней стенке и крепится к нижнему поясу переднего лонжерона болтами на анкерных гайках (рис.6.14
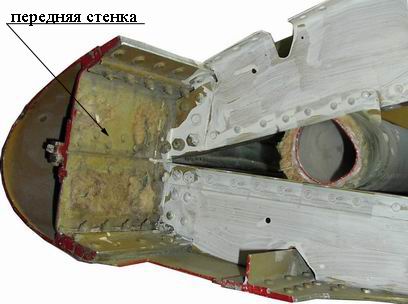
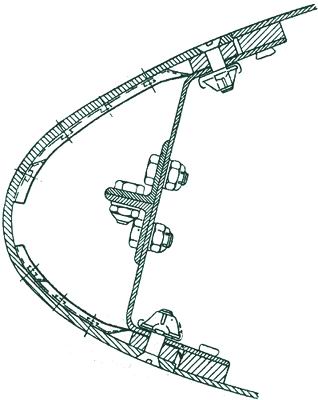
). После этого двумя болтовыми швами на анкерных гайках к передней стенке крепится лобовой обтекатель с дефлекторами (рис.6.15
, рис.6.16
). В последнюю очередь присоединяется нижняя хвостовая панель. Она болтами на анкерных гайках крепится к нижнему поясу заднего лонжерона и после этого производится склепывание половин хвостиков нервюр. Затем приклепывается тонкая диафрагма, закрывающая вырезы в хвостовой части ОЧК под элероны и закрылки. Точная подгонка контура консолей по высоте обеспечивается установкой прокладок в продольных стыках панелей по стенкам лонжеронов.